NAFCO | Torque Test of Brass Ball Valves
Time:2018-08-09 From: NAFCO | Brass Valves China Manufacturer
The tests described are type tests (laboratory tests) and not quality control tests carried out during manufacture.
Tests shall be carried out in the sequence of this standard on the same brass ball valve.
All tests shall be carried out with cold water of (20 ± 5) °C.
The brass ball valve shall not be leaking or broken during the test, failing which the ball valve is not qualitified.
1.1.1 General
Hold the ball valve in a rigid fixture as shown in Figure 1.
a) All tests shall be carried out with connections to the valves (whatever their end fitting configurations) which are capable of withstanding the required torque values and bending moments (according to Table 1);
b) if the inlet and outlet connection are not on a common axis, the torque tests shall be repeated with the connections reversed;
c) ensure that the bending and torsional moments can be attained with an accuracy of 5,0 % of the specified values;
d) if the valve has different inlet and outlet connection, the larger connection shall be used for pipe 1 (see Figure 1);
e) the pipes for the testing of connections shall conform to ISO 65, medium series, and have a length of 1 m;
f) for valves with end fittings which are especially designed for use only with flexible connections, only tests on torque MT1, and bending moment MF1, are carried out.
1.2.1 Sequence of torsion and bending moment tests for valves
1.2.1.1 Torque
(See Figure 1). This test is only applicable to ball valves with internal threads on both sides. The torque shall be applied in both directions.
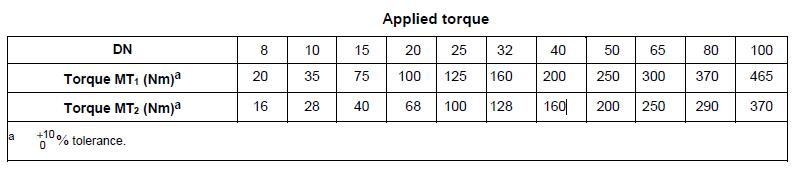
Table 1 — Applied torque
The stress MT1 represents the installation stress.
The stress MT2 represents the stress to which the valve may be submitted during service.
The valve shall be under nominal pressure for these tests.
1.2.1.1.1 Torque MT1
a) Screw pipe 1 with a torque, not exceeding the required torque indicated in Table 8, into the valve. Clamp pipe 1 at a distance equal to or greater than 2 DN from the valve;
b) screw pipe 2 with a torque, not exceeding the required torque indicated in Table 8, into the valve. Ensure that the joint is leak-tight;
c) support pipe 2 such that no bending moment is applied to the valve;
d) apply the required torque (MT1) to pipe 2 for 10s (see Table 1);
e) the torque shall be applied progressively and smoothly without undue delay. The torque given in Table 1 shall not be exceeded;
f) with the stress removed, check the valve for external and internal leak-tightness and visually for any deformation;
g) The torque required for the preliminary cycle shall not be greater than 1,5 times for valves up to DN 15 and 2,5 times for DN 20 up to DN 100 of the values given in Table 1.
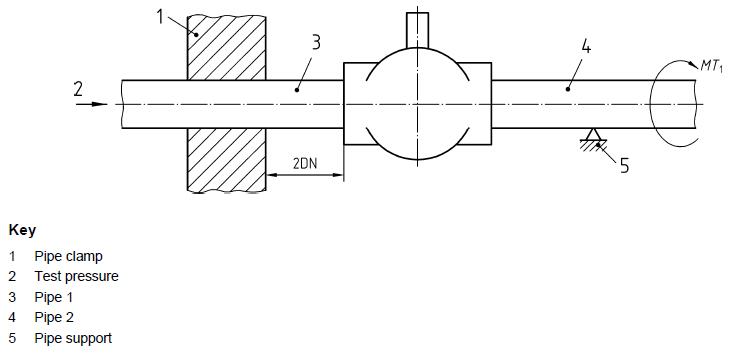
Figure 1 — Arrangement for torsion test
1.2.1.1.2 Torque MT2
a) Apply MT2 (see Table 8) for 900 s to the same valve as for the torsion test MT1.
b) during this time the internal and external leak-tightness and operating torque are measured.

NAFCO is a quality China brass valve manufacturer and supplier, have full line of brass valves China, brass ball valves, brass gate valves,brass radiator valves, brass angle valves, as well as relevant brass fittings. we supply kinds of brass valves and brass pipe fittings with reliable and stable quality, you are welcome to inquiry with us at sales@acrofluid.com.
More articles of brass valves that you may be interested:
Really good writing. Found it valuable!
回复删除As a professional brass valve manufacturer, VALVERNO Industrial Valve Manufacturer in China provides reliable valve solutions with stable quality and practical engineering support for different industrial and utility applications. Continue reading to find clear and simple answers, and choose the right brass valve for your project with confidence. If you need further details, our website has everything clearly explained: Brass Valve Manufacturer in China